
После выпуска металл рекомендуется выдерживать в ковше 10—15 мин. За время выдержки содержание в металле неметаллических включений снижается на 50—80%. Скорость понижения температуры металла за время выдержки зависит в первую очередь от массы металла и составляет в 30-т ковше 2—2,5° С/мин, а в 100-т ковше около 1° С/мин.
Разливка сифоном. Температура металла и скорость разливки являются факторами, в значительной степени определяющими качество поверхности слитков и их макроструктуру. Верхний предел температуры металла в сочетании со скоростью разливки должен предупреждать появление на слитках не только трещин, но и других пороков стали, в частности повышенной загрязненности неметаллическими включениями, газовых пузырей и волосовин. Верхние пределы температур подбирают в зависимости от марки стали и предъявляемых к ней требований, а также местных условий разливки, например отношения H/D качества смазки, при которых достигается максимально однородная и плотная макроструктура прокатанного металла при наименьшем браке.
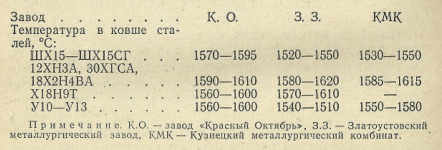
Ниже приведена рекомендуемая температура металла в ковше для некоторых марок стали на различных заводах.
Электросталь обычно разливают так, чтобы с 1/3— 1/2 высоты изложницы появлялся рант жидкого металла шириной 10—20 мм; это соответствует линейной скорости подъема металла в изложнице 0,2—0,6 м/мин.
Стали, содержащие легкоокисляющие примеси, например титан, алюминий и т. д., невозможно разлить с чистым зеркалом металла, как бы ни была высока его температура и как бы быстро ни заполняли изложницу. Наличие быстроокисляющихся примесей приводит к образованию корочек из оксидов этих примесей в первый же момент соприкосновения металла с воздухом. Для успешной борьбы с корочками при разливке таких сталей, кроме повышения температуры металла и скорости разливки, нужны другие меры, например применение для смазки изложниц петролатума и т. д.
Первые порции металла, попадающие в изложницу, характеризуются пониженной температурой и повышенной загрязненностью неметаллическими включениями, поскольку они прошли через холодную неошлакованную сифонную проводку. Кроме того, первые порции металла входят в изложницу с большими завихрениями. Поэтому низ изложницы необходимо наполнять возможно быстрее, для чего стопор открывают быстро, но плавшэ, добиваясь при этом получения максимально компактной струи. Такое начало разливки легче обеспечить при дистанционном управлении стопором.
Для улучшения формирования усадочной раковины и получения плотной макроструктуры слитка скорость разливки следует снижать после того, как металл зайдет в прибыльную надставку на высоту 90—100 мм. Длительность наполнения прибыльной надставки в зависимости от состава стали и массы слитка составляет 50—75% от продолжительности наполнения тела слитка.
Разливка сверху. Пораженность слитков, отливаемых сверху, пленами, заплесками и подкорковыми пузырями зависит от характера истечения струи, смазки изложницы, скорости разливки и температуры металла.
При разливке слитков массой до 4—8 т сверху непосредственно из ковша и через промежуточное устройство применяют стаканы диаметром отверстия 30—60 мм. Для разливки слитков меньшей массы через промежуточную воронку используют стаканы диаметром отверстия 10—25 мм. При разливке стали непосредственно из сталеразливочного ковша необходимо добиваться хорошего совпадения осей стопора и изложницы. Расстояние между ковшом и изложницей должно быть минимальным (≤150 мм). В начале разливки струя металла притормаживается для образования на дне изложницы буферной подушки из жидкого металла. В дальнейшем заполнение изложницы ведется полной струей до момента, когда с разливочной площадки или с борта канавы можно будет наблюдать за поверхностью металла в изложнице. После этого скорость разливки регулируют по виду поверхности поднимающегося в изложнице металла, не допуская обильного образования брызг. Линейная скорость наполнения изложницы металлом составляет 0,8—2 м/мин.
В случае разливки через промежуточный ковш открывать стопоры можно только после заполнения его металлом из большого ковша на 3/4 высоты. В момент наполнения изложниц нельзя допускать снижения уровня металла в промежуточном ковше меньше чем на 1/3 ковша, чтобы не уменьшить напор струи и исключить попадание в изложницу образовавшегося шлака. Прибыльная надставка заполняется медленно, не менее 50% продолжительности наполнения тела слитка.






{kind=link}