
Для отливки изложниц преимущественно используют чугун. Стойкость изложниц обычно составляет 50—100 наливов, а расход колеблется в пределах от 10 до 60 кг/т и зависит от многих факторов: конструкции изложниц, качества чугуна, способа разливки, массы слитка, марки стали и т. д. В частности, расход изложниц возрастает с уменьшением массы слитка, он выше также при разливке сверху по сравнению с сифонной разливкой.
Изложницы выходят из строя в результате образования в них трещин вследствие высоких термических напряжений и ударов при небрежном обращении, а также в результате появления на внутренней поверхности вымоин, раковин и сетки разгара. Появление мелких трещин на внутренней поверхности вызвано ростом чугуна в процессе его службы при высокой температуре. В дальнейшем в связи с окислением развитой поверхности трещин они углубляются и на поверхности изложницы образуется грубая сетка.
Срок службы изложницы при незначительных затратах может быть увеличен в результате их ремонта. Наиболее распространенным способом ремонта является заварка трещин с использованием стальных или чугунных электродов, что обеспечивает дополнительно до 15 наливов Иногда прибегают к замазке дефектов металлокерамической пастой. На ЧМЗ применяют замазку состава: 15% жидкого стекла, 15% хромистого порошка, 20% графита, 20% огнеупорной глины, 30% чугунной стружки. Ремонт подобной пастой позволяет удлинить эксплуатацию изложниц на пять-десять наливов.
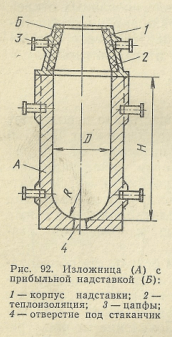
На рис. 92 представлена наиболее распространенная конструкция изложницы с прибыльной надставкой для отливки квадратных слитков. При выборе конструкции и основных размеров изложниц прежде всего исходят из способа горячей обработки слитков давлением (прокатка, ковка), назначения слитка (листовая сталь, трубы,
квадратная заготовка и т. д.) и марки выплавляемой стали. Выбор массы слитка зависит от мощности кранового оборудования различных пролетов сталеплавильных цехов, мощности перерабатывающих средств (прокатных станов, ковочных машин), а также от качества структуры слитка.
Форма внутреннего поперечного сечения изложницы определяется способом переработки слитка. Наиболее распространенные поперечные сечения изложниц приведены на рис. 93.
Одним из основных параметров слитка является отношение его высоты H к среднему диаметру D, который для квадратного слитка равен толщине слитка на половине высоты, а для прямоугольного слитка D= √AB, где А и В ширина сторон слитка также на половине высоты. Внешние размеры слитка примерно равны внутренним размерам изложницы. Отношение H:D колеблется в пределах 2,5—3,5 для слитков массой >5 т и возрастает до 4—4,5 для слитков массой
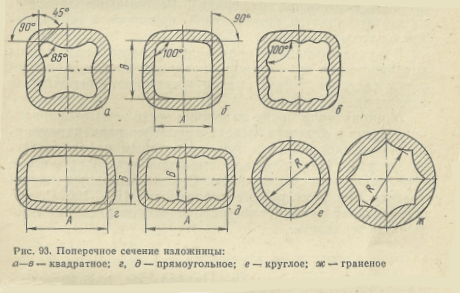
У квадратных слитков наиболее часто встречается сферическая конфигурация дна изложницы. Средняя толщина стенки для изложниц квадратного и прямоугольного сечения равна а=25+0,2D.
При сифонной разливке толщина дна квадратных и прямоугольных изложниц составляет 100—145 мм, а круглых 100 – 110 мм. В дне изложницы при сифонной разливке имеется отверстие с прямой конусностью для установки шамотного стаканчика. Для предотвращения размывания дна изложницы и приваривания слитка при разливке сверху в отверстие в дне изложницы вставляют стальную пробку диаметром 150 – 200 мм.
Подготовка изложниц к плавке. При подготовке изложниц к плавке их охлаждают на воздухе и душированием водой. Душирование изложниц необходимо осуществлять после охлаждения их на воздухе до 200—300°С.
После охлаждения приступают к подготовке изложниц к следующей плавке. Чистка изложниц осуществляется струей воды высокого давления (гидравлическим способом) и металлическими щетками. Приставшие к стенкам и к дну изложницы мелкие скрапины удаляют заостренным ломом. После чистки изложницы продувают воздухом и при необходимости производят отбраковку негодных изложниц с грубой сеткой разгара, выбоинами, неровными торцами и другими дефектами.
Очищенные изложницы устанавливаются на поддоны. Перед или во время установки изложницы на поддон при сифонной разливке в дно изложницы вставляют стаканчик на массе, состоящей из 25% огнеупорной глины и 75% шамотного порошка, замешанных на водном растворе жидкого стекла до консистенции густой сметаны. При разливке сверху в изложницу забрасывают стальную пробку.
Для уменьшения приваривания слитка к стенке изложницы и улучшения поверхности слитка изложницы смазывают кузбасским лаком или обезвоженной смолой. На большинстве отечественных заводов применяют механизированную смазку изложниц. В цехах малой производительности при отливке слитков в постоянные канавы изложницы снимают с поддонов, укладывают на стеллажах, а затем после чистки и обдувки смазывают при помощи переносной форсунки. Разбрызгивание смазки осуществляется крыльчаткой, приводимой во вращение сжатым воздухом.
В цехах большой производительности изложницы устанавливают на тележку, проводят поточную подготовку составов, а для смазки устраивают специальные отделения.
Машина для смазки изложниц состоит из стационарного моста и тележки, передвигающейся перпендикулярно железнодорожным путям, по которым проталкивается состав. На тележке смонтирована форсунка с вертикальным перемещением. Смазка изложниц производится при температуре поверхности 100—160° С, что обеспечивает равномерное распределение лака или смолы по поверхности.






{kind=link}